EMAT
Boilers cost the US utility industry over $5 billion per year in unscheduled shutdowns, repairs and power replacement. Ruptured tubes cause most problems, every such occurrence leads to an emergency shutdown of the entire plant. As a boiler ages, corrosion causes the wall to become thinner until it cannot hold the pressure. Weak tubes should be replaced or repaired long before burst can occur; thus the wall thickness is checked at every shutdown by an ultrasonic technique. Present inspection involves grinding or sandblasting the thick layer of deposits on the tube outer surface to expose the bare metal; a standard piezoelectric transducer is then used to make thickness measurements. Such a laborious preparation process leads to a very costly and time-consuming inspection procedure.
Magnetic Development, Inc. offers the EMAT technology, that can accurately measure the tube wall thickness without cleaning and without couplant. The EMAT principle is well known and variations of this technique have been introduced in the past. In all previous cases, the EMATs have been much too large for a manual inspection. Our innovation is based on using a combination of the Lorentz Force and the magnetostrictive effect occurring in the corrosive scale that is very tightly bonded to the tube surface. Magnetostriction facilitates the development of a small, permanent magnet transducers with sizes equivalent to standard ultrasonic transducers.
EMAT Principle:
A Strong magnetic field is generated at the surface of the test piece with either a permanent magnet or an electromagnet.
Eddy currents are induced in to the test material surface, which must be electrically conductive.
An alternating eddy current flowing in the presence of a magnetic field generates a Lorentz force, that in turn produces an ultrasonic wave in the material.
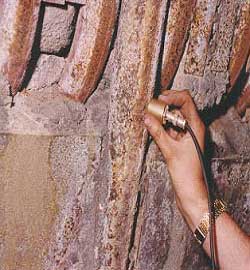
EMAT Application for Thickness Measurement in Boiler Tubes
General Purpose Ultrasonic Instrument modified for EMAT application: 
|
